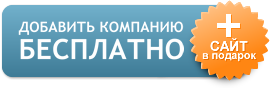
Линия горячего цинкования - ЛГЦ-12,5
 Технологическая линия горячего цинкования металлоконструкций, габариты обрабатываемых изделий - 12,0х1,3х1,8м
Технологическая линия горячего цинкования металлоконструкций, габариты обрабатываемых изделий - 12,0х1,3х1,8м
Линия горячего цинкования предназначена для обработки различных металлических конструкций и металлоизделий с применением процессов штучного производства.
Технология процесса включает предварительную химическую обработку поверхности, горячую часть — цинкование, вытяжную вентиляцию химической части, пылеулавливание и водоочистку.
Линии горячего оцинкования, производимые компанией BPM-Technologies, состоят из 3 участков:
1.Участок химической обработки – предназначен для подготовки металлоконструкции непосредственно к процессу горячего оцинкования, обеспечивает полную очистку металлоконструкций от разного рода загрязнений (сульфидов гидроксида, продуктов коррозии, масел и остаточных продуктов предшествующих обработок).
Участок состоит из 4 агрегатов, а именно:
Ванн обезжиривания, промывки, травления, флюсования.
2.Участок оцинкования – предназначен для высушивания и подогрева изделий перед оцинкованием, что способствует уменьшению толщины цинкового покрытия, снижению теплового шока на изделие. Высушенные и нагретые металлоконструкции переходят в модуль оцинкования, где изделия непосредственно обрабатываются методом горячего оцинкования. В участок входит: ванна оцинкования, модуль сушки, ванна промывки, фильтр.
3.Транспортно-технологический участок - Транспортно-технологический участок предназначен для обеспечения навески и транспортировки изделий по всему технологическому циклу.
Преимущества линий горячего оцинкования производства компании БПМ-Технолоджис:
• надежность и безопасность функционирования
• отсутствие потерь тепла благодаря использованию технологии рекуперации газов
• длительный срок эксплуатации
• сбалансированное соотношение цены и качества
• все агрегаты линии доставляются на производственную площадку в собранном виде, что позволяет сократить срок монтажа до 2-3 месяцев
• срок производства линий всего 5 месяцев
• высокий уровень автоматизации и механизации
• компактность размещения
• наличие широкого ассортимента типовых проектов, что позволяет выбрать линии разной производительности
|
Линия горячего оцинкования, ЛГЦ-12,5 |
|||
|
Комплектация |
|||
|
Наименование |
Количество |
||
|
ЛГЦ 20 000.12,5 |
ЛГЦ 30 000.12,5 |
ЛГЦ 40 000.12,5 |
|
|
Модуль химической обработки, МХО-12,5 |
4 |
5 |
6 |
|
Модуль промывки/закалки, МПЗ-12,5 |
2 |
2 |
2 |
|
Ограждающие конструкции и настил |
1 |
1 |
1 |
|
Электрощит управления |
3 |
3 |
3 |
|
Модуль оцинкования, МЦ-12,5 |
1 |
1 |
1 |
|
Модуль сушки, МС-12,5 |
1 |
2 |
2 |
|
Стойки навески |
8 |
8 |
10 |
|
Траверса технологическая |
6 |
8 |
10 |
|
Контртраверса |
1 |
2 |
3 |
|
Кран-балка общепромышленная |
1 |
2 |
3 |
|
Технические характеристики - УХО |
|||
|
Показатели |
ЛГЦ 20 000.12,5 |
ЛГЦ 30 000.12,5 |
ЛГЦ 40 000.12,5 |
|
Производительность |
5,3 т/час |
8,0т/час |
10,5 т/час |
|
Габариты обрабатываемых изделий (ДхШхВ) |
12,0х1,3х1,8м |
12,0х1,3х1,8м |
12,0х1,3х1,8м |
|
Номинальная электрическая мощность, не более |
370 кВт |
465 кВт |
555 кВт |
|
Потребление электроэнергии, кВт*ч/год |
1 080 152 |
1 357 935 |
1 620 182 |
|
Количество погружных газовых горелок |
10 |
10 |
10 |
|
Расход газа, м3/ч |
111 |
134 |
157 |
|
Водопотребление, м3/сутки |
1,85 |
3,7 |
5,55 |
|
Масса навешиваемых изделий на1 траверсу,т |
4 |
4 |
4 |
|
Расходные материалы |
|||
|
Наименование |
ЛГЦ 20 000.12,5 |
ЛГЦ 30 000.12,5 |
ЛГЦ 40 000.12,5 |
|
Цинк (первая загрузка), т |
292,86 |
292,86 |
292,86 |
|
Расход цинка на 1 т изделия, т |
0,066 |
0,066 |
0,066 |
|
Свинец (первая загрузка), т |
35,57 |
35,57 |
35,57 |
Другие товары и услуги компании:




- +7 (800) 250-24-52
- 603062, Россия, г. Нижний Новгород ул. Горная д.11, корп. 1, офис 6
- bpm-t.com/